耐磨陶瓷在电站风机叶轮上的应用及存在的问题
耐磨陶瓷在电站风机叶轮上的应用及存在的问应用进行分析的基础上,重点介绍了耐磨陶瓷在动叶可调弓风机叶轮上的应用及其存在的问认为4陶瓷是风机叶轮进于耐磨防磨处理项安全可靠效果显著的先进工艺,值得在风机亍业人力推广,引。占。
火电厂使的各类风机中有引风机。憎粉风机和送风机等。其中作为电厂的主要辅机之的引风机和排粉风机,因为磨损而严重影响其出力的情况并不得不频繁地进行更新维修,这己成为火力发电厂锅炉安全运行的隐患之。多年来,尽管使用过许多面强化方法,包括面堆焊耐磨材料热喷涂喷焊面涂覆各种高分子涂料面淬火或化学热处理等,但效果均不十分,想,尤其适各种热加法,述在金屈机体血产卞。了严笊的裂纹,从1又42004年4月19日收至,湛江市524000江燕明湛江电力有限责任公司李清爽北京钛盾科技发展有限公司发了叶片断裂事故。1998年我公司与北京钛盾科技有限公司合作,首先在排粉风机叶轮上使用了耐磨陶瓷来进行防磨处理,取得了良好的使用效果,并在2000年又在动叶可调引风机叶轮上进行了试验,也取得了同样的效果。1996年起,我公司的16台排粉风机叶轮和10台动叶,调引风机叶轮已全部采用了耐磨陶瓷复合处理,最长使用时间己达6年以上,使用寿命提高3倍以上,取得了较好的经济效益。
我公司现有4台30界机组,每台机组配备4台球磨机,每台球磨机配台排粉风机。
同时每台炉还配备了2台动叶可调轴流引风机排粉风机叶轮。1径它020.前向12枚叶片。转速1440介质温度90.闪煤粉的冲刷磨损,叶轮的平均使用寿命只有1年虽然使用过各种他强化工艺。包括喷涂喷炸堆焊及涂覆成分子材料,肀均使用寿命也仍未超过1年。轴流通风机叶轮外缘直径3200,转速76,介质温度140,采用的是碳化1乌喷焊处理,平均使用寿命也不过2年,每两年仍须重新喷焊处理。
风机叶片的磨损分析对策及存在的火电厂排粉风机叶轮主要是将磨煤机磨出风机叶片的磨损十分严重。风机的磨损部位主要集中于叶片进口前缘和中盘与叶片的交角处,这些部位的钢板经常被磨穿或磨成较深的沟槽,尤其在焊缝处磨损更为严重。磨损破坏了风机叶轮的运转平衡,造成风机剧烈振动,奴至发生严重的飞车事故。16添钢制造的烧结风机和煤粉风机叶片的使寿命大约为6个月,有时甚至只有4个月。相对于排粉风机,弓风机大都采用机翼型离心风机或轴流风机。讨机翼型风机,由于前端是磨损最为严重的,5位,旦磨穿将会导致机翼内部积灰,从而引起不平衡振动,必须停机进行检修。而对于轴流风机叶片,磨损主要发生在叶片的迎风端及叶片的背部,当磨损到定程度,叶片的强度将会降低,风机效率也会下降。
多年来,国内外为延长风机叶轮的使用寿命进行了大量深入细致的研宄和探讨,归纳起来主竖有以下几种衣匝涂覆在叶片面磨损部位涂覆或粘接分子耐磨材料;热喷涂焊采用等离子喷涂方法,氧乙炔火焰或激光槠,叶片磨损面喷涂陶瓷碳化钨或喷焊镍基+碳化钨合金;多元典机叶片磨损部位堆焊耐磨合金;或特殊焊接工艺将耐磨工程陶瓷复合在风机叶片面上。
在以上工艺中,排粉风机叶轮叶片使用堆焊喷焊工艺较名,而引风机叶轮,尤代是轴流风机,使用喷焊激光重铕工艺较多。但因面堆焊或喷涂工艺易引起风机叶轮的变形,在金属机体上会产生大量的微裂纹,为叶片的安全运行带来严重的事故隐患,因而使用受到很大限制。相对来讲,面陶瓷复合工艺因无需输入热量,且陶瓷的耐磨性比其它材料都好,因而得到广泛的应州,风机叶轮复合陶瓷耐磨的可行性分析4机叶轮粘贴复介陶瓷的防磨效采,决于两个条件。首先,要求陶瓷耐磨性能好,其耐磨性3少应当比喷涂喷烨材料或堆焊材料高3倍以上;其次,要求陶瓷与金属之间的连接可靠,即陶瓷与金属基体之间结合强度要高,韧性要好,而且要耐高温耐腐蚀,耐老化寿命至少要在年以上,以便能充分发挥陶瓷的耐磨性能。
1.耐磨陶瓷的性能及厚度确定作为耐磨材料使刖的陶瓷土竖试化铝碳化桂氮化硅及氧化锆等。根据风机叶轮的使用工况,耐磨陶瓷应采用冷压烧结氧化铝陶瓷,其主要优点是价格便宜密度小耐磨性能优异。经实测,采用冷压烧结的氧化铝陶瓷块铬铸铁的5倍左右。是普通碳钢的100倍左右根据我公司风机磨损寿命和陶瓷耐磨性能的实际情况,最后确定采用1.5,厚度的陶瓷片,这种厚度的陶瓷片每平方米10000,质量只汀5.5中在风机叶片的处,大为磨损严重。
1时也是为防止陶瓷脱落,采用1型陶瓷块,并加大了在迎风端的尺寸。
复介在叶片衣面上的陶瓷块在叶轮运亍过程中受到的主要是向心力气流的冲击力叶片瓷便会脱落,从而失去了耐磨防磨意义。而且在使用过程中复合层还会因为温度较高出现老化现象,从而导致结合强度下降这样在使用到定,间厂也会导致陶瓷炒的脱落。根据以分析。要求陶瓷4金属的合层必须具济定系数仅为金属的半,因此还得需要胶粘剂具有良好的韧性以适应复合层间的内应力。
经实验室实测的陶瓷金属复合层的主要性能如下不同温度下抗拉强度金属金属分150,抗剪强度分别为28河,1室温及介于陶瓷金属之间,固化后不收缩。
经计戴排粉风机在工作温度为90,的条件下,当个直径为2020的排粉风机叶轮以144,转动时,在叶轮最边缘上的±,为4.46.而此时夂介层所能提供的抗的力为3600100,复合层结合力的大小是瓷片受到的向心力的近450倍而引风机叶轮1的最外缘陶瓷片受的向心力为3.56队而复合层可以提供的结合力为2000,是陶瓷片受的向心力的560倍。由此可,陶瓷金属结合层具有极的保险系数。
在风机的应用与分析1.在排粉风机叶轮上的应用我公司先后己在16台排粉风机和10台轴流动叶可调风机的叶片上全部复合了陶瓷层。排粉风机叶轮最长使用时间为6年轴流风机叶片使用达3丰,而口前仍在使。排粉风机叶太面使用尺寸为10,1.5,父合部位为沿底盘焊缝23宽度,入口处用0型陶瓷片,迎风面7度为61腿。轴流风机叶片1作太山风面使用型陶瓷片,在背面沿迎风边处复合了60宽投,使用过程中求用了友而唢砂处理,金,及陶瓷面进行活化偶联剂处理及扪应直接投入使用。
自1996年月投运至1997年10月检测,除台旧叶轮凶原叶片磨损过于严氓而使陶瓷片悬空并局部脱落外,其它叶轮上的陶瓷片均完好无损,经目测,并未发现有明显的磨损现象。实测磨损只有0.10.2入1处的1型瓷打。也仅是梭自磨损,平均减少还不到0.,1.同,付1917年2月粘站的7台叶轮进行了检查,所有叶轮上的陶瓷片全都完好无损。按实际运行时间计戴每年最多磨损0.1!磨损量为粘瓷片厚的15.继续运行到2003年后,由于复合层的老化问,尤其是由于复合层被冲刷,才导致了局部陶瓷片的脱落而停止了使用,检查后发现陶瓷磨损不到迎过分析不同部位陶瓷片的磨损情况发现,在沿气流流动方向的平面上瓷片磨损平均还不到0.2,越靠近叶轮外圆,磨损越严重,平均磨损0.3,明从比中盘轮毂两侧处磨损严重。这是由于愈靠近叶轮的外圆周,气流流速就愈大,因而磨损也就愈严重。
与沿气流方向相比,在沿气流垂直方向上入口处的瓷片磨损最为严重,最多可达3 05实际这正符合陶瓷冲刷磨损特性,即气流入射角愈大,磨损愈严重。而且由于接缝处形成了涡流,使得沿接缝处金属基体磨损最为严重,甚至可以把金属衬板磨穿,而使陶瓷完全悬空,从而造成部分迎风接缝处瓷片脱落。粉风机叶轮,由于采用了尺寸精度更高厚度更薄,基本消除了因陶瓷底层复合层磨损而导致陶瓷片脱落的现象。
2.在轴流风机叶片上的应用在己经运行的8台叶轮中,最长的台连续运行时间己达3年。在运行的第年检查发现,在叶片的尖端部位有3个陶瓷卡子碎裂,经分析可能是因为运行过程或安装过程中的撞击所致。除此之外陶瓷面完好无损,几乎看不到有任何磨损现象。在随后施工的叶片中虽然有个别陶瓷片碎裂,经分析也都是因为硬物撞制斤级经简艰修补就未再出现类似情况山尸引风机叶轮叶片是在排粉风机使用多年以后才采用陶瓷复合技术己充分克服了陶瓷复合过程中存在的问而且由于轴流风机叶片几何尺寸简单,转速较低,电除尘效率较高,烟气中粉尘浓度较低,虽然工作温度比排粉风机叶轮高,但仍在复合层合力的工作温度范围内,因此使用效果比排粉风机更好,估计至少可以使用8年以上。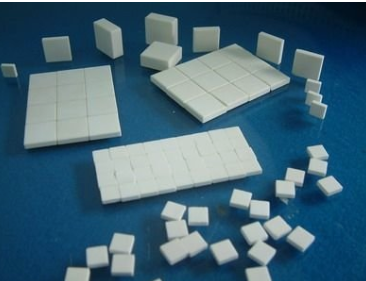
六结论经过几十台排粉风机和轴流动叶可调风机复合陶瓷防磨的实际运行,明风机叶轮面复介陶瓷防磨坫项可靠效的耐磨防磨措施,虽然早期因为施工和加工精度的局限,有部分陶瓷片脱落的情况出现但只要施工仔细,严格按照工艺操作,就可以保证陶瓷片不发生脱落,8的实际经验叽复合陶瓷对火电厂的排粉风机和轴流引风机叶片进行耐磨防磨处理是个安全可靠,而且效果十分明显的耐磨防磨手段,很值得在风机行业大力推广使用。

-
1
除尘风机滚动轴承失效表现
733
18
-
2
离心通风机刚度计算方法
739
18
-
3
风机防磨、防振、防积灰的措...
698
18
-
4 防止和消除风机磨损
673
18
-
5 紧记风机选型事项
663
18
-
6 风机的设计方法及合理选择风...
1486
18
-
7 设计参数的选择与计算
968
18
-
8 风机的变型设计
718
18
-
9 旋转脱流与喘振的关系
815
18
-
10 高压风机修正计算
725
18
- 19 半裸旋蜗壳 736
- 20 轴流式通风机蜗壳 795
- 21 螺旋形蜗壳 1182
- 22 轴向蜗壳 709
- 23 风机系统性能不佳的原因 740
- 24 系统阻力曲线对风机运行的... 1000
- 25 内蜗壳 732
- 26 圆截面蜗壳 757
- 27 出口消音器 706
- 28 风机技术研究中心 785




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com