大风机叶轮工艺要点
概述
主要由盖盘、中盘、叶片构成双吸叶轮,该风机在国内为首创,亦是发展方向,既省材料又S9000-12大型离心式烧结鼓风机叶轮降低成本,缩短工期,本文重点对其盖盘曲意图见图1。其材质15MnV,直径3500型、拼装工艺进行探讨.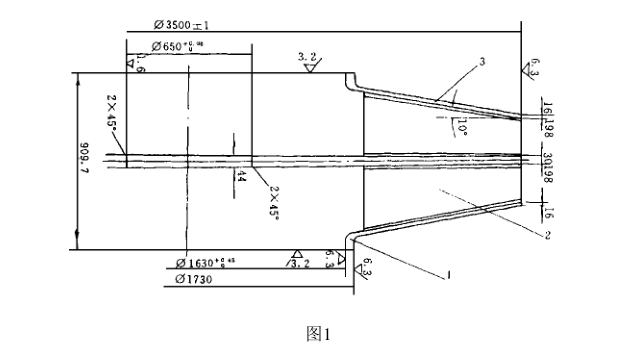
考虑实际操作方便及板材的尺寸,工艺定为下4块料,这样在实际曲型时便于移动调整。根据图1的锥度和母线的实长用放射线展开法展出侧盖114板料,实际下料周边留出余量。
有了扇形展开料,开始曲型,如果没有合适的工装设备就很难压制出α=10°的侧盖既要保证质量又要符合图样要求,就得根据叶轮的几何尺寸,考虑下料有余量,实际操作采用冷曲,窜压方式及压制过程中的回弹,成型后的拼装、焊接等重要因素,设计制造局部分段成型模,见图4把双面叶片焊在中盘上后,经过大立车加工好的叶片锥度做为检测压型量具最为合适。实际上压型模具是侧盖很小的一部分,必须窜压,开始时压力不宜过大,在模具上窜压一遍后放在叶片上检测外边缘缝隙大,这说明角度不够,这时我们调整定位板,向小头方向移动,再少增加一点压力,通过几次反复窜
压和调整定位板,直至使其与叶轮叶片锥度相吻合。
再将分段成型的4块在叶片锥度上拼接、焊接成一个整体的侧盖,经加工后与口圈焊为一体,制成盖盘。经过进炉消除应力后,锥度又发生新的变化,出现间隙大小不一致,其重量已达1吨重,此时只能借助吊车、压力机及模具反复整型,局部用风铲打击,虽然解决了变形锥度问题,但是工人的劳动强度太大,消耗的工时太多,使生产周期加长。
为了解决焊接口圈和进炉消除应力的变化,经过实践探讨,找到两种方法:其一制作个卡型样板,见图5,在焊接口圈和侧盖时,要经常调整工件并及时检测,使焊完后一定符合样板,由进炉消除应力改为振动消除应力:其二口圈和側盖只拼装点焊牢固,不进行焊接,等到与叶片拼为一体,在焊接叶片和盖盘时一起再焊口圈和侧盖,最后叶轮进行整体消除应力。以上两种方法,去掉了中间整型工序的麻烦,既省时间又减少了劳动强度。
三、叶轮成型
拼装叶轮盖是该项工艺的要点,一旦叶轮中盘与上下侧盖不同心,不仅造成叶轮偏重,影响平衡,而且使其口圈加工不均衡,出现椭圆,厚薄不均,更为严重的是叶片出口端盖盘短缺,直接影响转子性能。
.png)
为确保叶轮中盘与盖盘同心,尺寸精确,研制一个拼装監盘定位模”由3件焊接而成焊定位板、套筒和底盘,经加工制成650与1620同心,定位板上面与底盘直口平行,高度h=430见图6这时我们把已经成型部分放在平台上,将“監盘拼装模”放入中盘孔中,再将盖盘吊放在叶片上,使口圈套在拼裝模定位板上,调整盖盘,使其拼接焊缝与叶片交叉摆放,点焊牢固。另一面盖盘用相同方法进行。
施焊时,同时由2人或4人对面焊接,及时翻转,防止变形。最后上大立车加工成图样尺寸的叶轮。

-
1
除尘风机滚动轴承失效表现
706
18
-
2
离心通风机刚度计算方法
710
18
-
3
风机防磨、防振、防积灰的措...
672
18
-
4 防止和消除风机磨损
647
18
-
5 紧记风机选型事项
646
18
-
6 风机的设计方法及合理选择风...
1435
18
-
7 设计参数的选择与计算
932
18
-
8 风机的变型设计
700
18
-
9 旋转脱流与喘振的关系
785
18
-
10 高压风机修正计算
696
18
- 19 半裸旋蜗壳 719
- 20 轴流式通风机蜗壳 761
- 21 螺旋形蜗壳 1150
- 22 轴向蜗壳 673
- 23 风机系统性能不佳的原因 711
- 24 系统阻力曲线对风机运行的... 960
- 25 内蜗壳 704
- 26 圆截面蜗壳 726
- 27 出口消音器 681
- 28 风机技术研究中心 750




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com