离心通风机前盘冷压成型工艺
摘要:介绍了风机叶轮前盘冷压成型制作工艺方法,应用该方法制作的风机叶轮能够达到设计要求和质量标准,能够保证安装配合的要求,并节省了能源,减少了环境污染,缩短了生产周期。
0 引言
我厂是电站风机专业生产厂家,所设计生产的6-30型离心式通风机叶轮前盘为弧、锥组合结构(图1)。为保证前盘与叶片结合面的紧密度以及与集流器出口的配合尺寸,对叶轮前盘圆弧型线有严格要求,同时对前盘进口直径也有严格的要求。以往,我厂对该结构前盘采用整体热压成型工艺,为了降低此类前盘的制造成本,提高其生产效率及质量,减少环境污染,采用了冷压成型工艺。通过一段时间的使用,发现此种方法较为适用,不但降低了制造成本,减少环境污染,还提高了生产效率,保证了产品的质量。
1 冷压成型方案 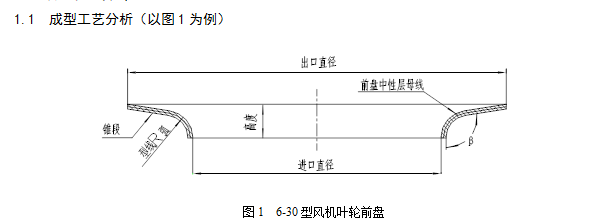
(1)首先,按前盘中性层母线展开长以及进、出口直径设计压型毛坯的主体锥。主体锥两端的内径尺寸分别为前盘的进、出口直径尺寸减去3mm。主体锥中性层的母线长为前盘型线中性层母线展开长。压型毛坯则为沿主体锥母线方向各向两端延长5mm余量的锥体。前盘成型后进口高度以及出口外圆都有5mm的机加工余量。
(2)利用模具将锥体毛坯各截面圆压制到前盘型线对应位置上,在压制的同时模具对各截面圆进行了整型。
1.2 模具分析
由于锥体毛坯的两端直径分别按前盘进、出口直径尺寸预留了一定撑展量,锥体中性层母线与前盘中性层母线展开长相同。所以该件成型后,只是将锥体相应的截面圆压制到前盘型线的对应位置上,因此在前盘各截面圆上不会产生反弹,但在前盘高度方向上会产生一定的回弹量,因此模具型线R和锥面角度需留一定的回弹量。16Mn材料的前盘R模=R/(1+3.66×10-3×R/t) 、β模=β-0.414R/t其中:R模为与图1中R对应的上、下模之间的型线;t为前盘材料的厚度;β模为与图1中β对应的角度。
另外,为了便于前盘压型后的出模以及压型过程中的受力均匀,在下模的前盘进口与毛坯小端之间设计一段导向段,上端直径为毛坯小端直径,大端为前盘的进口加5mm高度加工余量直径尺寸。为限制前盘压制过程中,毛坯沿受力方向移动,因此在下模上按前盘出口尺寸处设计了止口台阶。为便于前盘压型后顺利出模,在下模外沿设计一段50×50缺口,用于前盘压型后锹出前盘(见图2)。

2 制作工艺
2.1 模具制造
依据叶轮前盘的具体尺寸和模具分析的原则设计模具,利用CAD绘图软件绘制上、下模图纸及车加工用样板。按图铸造上、下模毛坯(需加工处单边留5mm加工余量),在立式车床加工上、下模(加工时先将进口和止口台阶加工至尺寸,然后按车加工样板加工上、下模型线)。
2.2 前盘毛坯制作
(1)首先将前盘型线中性层母线展开测量长度,依据其长度及前盘进、出口直径设计压型毛坯的主体锥。主体锥两端中性层直径分别为前盘的进、出口尺寸减去5mm。主体锥中性层的母线长等于前盘型线中性层母线长。压型毛坯为沿主体锥母线方向向两端分别延长5mm余量的正锥体。
(2)将压型毛坯展开放样,数控下料,卷制锥体,接口处开坡口焊接。
(3)焊缝进行超声波探伤。
2.3 冷压成型
将上/下模合模置于压力机工作平台上,上模与压力机上工作台联结,下模用压板固定在下工作台上,在下模导向段上均匀涂上一层润滑脂,然后将前盘毛坯套装于下模,开动压力机缓慢下压,直至模具与工件完全贴合,然后拆卸。
2.4 探伤
成型面进行表面探伤,焊缝进行超声波探伤。
2.5 组焊和校正
将压制好的前盘组焊于叶轮,注意保证前盘进口与后盘基准线的同轴度。
2.6 车削加工
以叶轮后盘的组焊基准线为基准找正,车削加工叶轮外圆、内孔及进口高度,直至达到尺寸要求。
3 应用效果分析
经过使用发现,冷压成型工艺制作的外径为φ1300、材料为16Mn、厚度8mm以下的前盘,组焊成叶轮后,完全能够达到设计要求和质量标准。可提高前盘的制作效率。降低了压型对环境的污染,节省了能源,完全具备推广应用的价值。

-
1
除尘风机滚动轴承失效表现
731
18
-
2
离心通风机刚度计算方法
738
18
-
3
风机防磨、防振、防积灰的措...
695
18
-
4 防止和消除风机磨损
671
18
-
5 紧记风机选型事项
661
18
-
6 风机的设计方法及合理选择风...
1484
18
-
7 设计参数的选择与计算
965
18
-
8 风机的变型设计
716
18
-
9 旋转脱流与喘振的关系
814
18
-
10 高压风机修正计算
724
18
- 19 半裸旋蜗壳 735
- 20 轴流式通风机蜗壳 792
- 21 螺旋形蜗壳 1181
- 22 轴向蜗壳 707
- 23 风机系统性能不佳的原因 738
- 24 系统阻力曲线对风机运行的... 998
- 25 内蜗壳 729
- 26 圆截面蜗壳 754
- 27 出口消音器 704
- 28 风机技术研究中心 782




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com