防止和消除风机磨损的主要方法
一)改进除尘器
1.水膜式除尘器调整与改进
水膜式除尘器必须建立稳定的水膜,才能保证正常运行。为此可采取以下的揹施:
(1)每次检修时,对喷咀进行调整,保证水流畅通,射水角度合适,使射水和壁面
相切而不飞。
(2)保持稳定的水压。水压太大或太小对形成正常水膜都有影响。
(3)各相邻喷咀都不缺水,使水膜完整。
(4)保持水源清洁,防止喷明堵塞。
(5)瓷砖若有掉落或不平整,检修时及时更换。
(6)环形喷水装防水罩。
(7)消除漏风。
很多单位采用上述措施后,水膜除尘器运行都比较正常。但要提高水膜式除尘器的效
率还必须对水膜式除尘器作进一步改进。例如某电厂改进了水膜式除尘器顶部结构,加装
了屋橋、裙边,采用防腐喷咀等一系列措施,结果使用效果很好;有的电厂改进了除尘器
水封装置,原为重锤式水封装置,除尘器放灰时,经常由于底部漏风而破坏除尘效率,现
改为“落地式”水對装置,放灰时保持水封,使除尘器底部不漏风,保证了除尘器的效率
有的电厂将原有水膜式除尘器加高1.2米,并减轻了除尘器的负荷,使除尘器效率相应提
高等等。总之,通过维护与改进,可使水膜式除尘器的效率进一步提高。
2.干式多管除尘器
加强对干式多管除尘器的维修工作是提高除尘效果的主要方法之一。因为烟气中的飞
灰,会磨损除尘器的各部件(如导向板、消旋片、旋风筒、顶板等),引起各部件变形及烟
气串流现象,从而大大降低了除尘效果,使引风机磨损严重。如果检修时发现除尘器部件
有磨损或串流现象,应及时更换修复。
为了使干式多管除尘器在使用中达到预期效果,还得注意以下几点:
(1)多管式除尘器底部加装水封冲灰装置
针对多管式或百叶窗式除尘器在放灰时,由于底部风、锁气器不严等,造成除尘器
效率下降的现象,将锁气器重锤装置改为水封冲灰装置,消除了漏风,从而保证了除尘器
可靠运行。如某电厂多管式除尘器,原底部套用水膜式除尘器的底部水封装置(见图5-18
),运行中经常出现堵塞现象。后改用下灰管及水封冲灰装貴(见图5-18b),运行效果良
好。又如某电厂将九台煤锅炉的除尘器底部重锤放灰装量全部改为水封冲灰装量,几年来运行一直很好。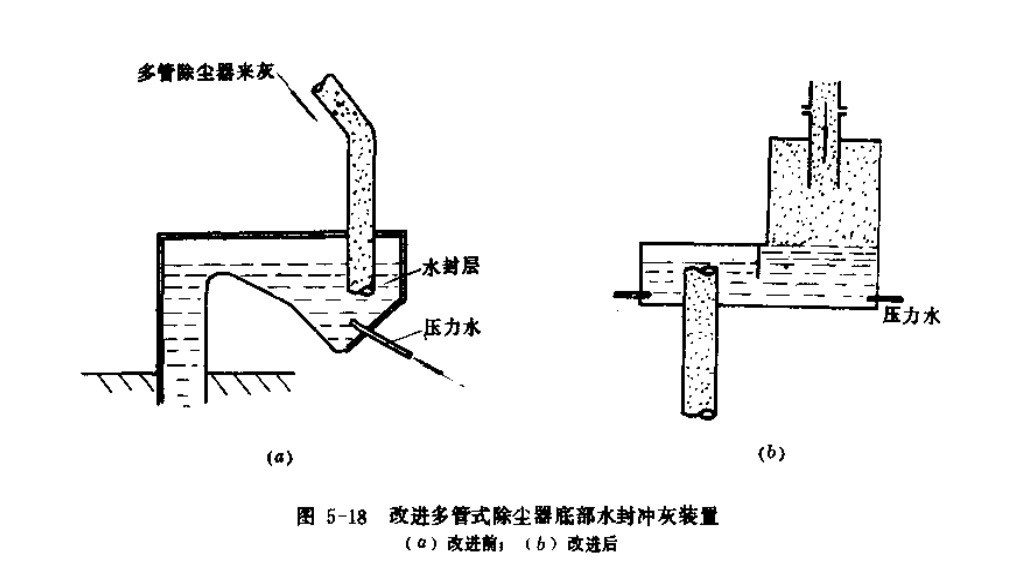
(2)锅炉排烟温度不能过低,否则容易造成空气预热器、除尘器堵灰,而影响锅炉
出力及除尘效果。
(3)多管式除尘器的旋风子、排烟管、导向器、消旋装置等制造要精确,各组尽可
能大小一致,相互配合间隙越小越好,内壁要求光滑,以提高除尘效果。
(4)多管式除尘器的旋风子采用陶瓷材料
某电厂采用陶瓷的锥体代替铸铁旋风子下部锥体,运行实践证明,防磨比较有效。若
将旋风子的进出口部分均改为陶瓷材料,可进一步延长除尘器的使用寿命。
3.采用新式高效除尘器,如漫式文丘里、大旋风子(900-C型),布袋式及电气除尘
器等可得到更好的效果,这些除尘器运行效率可达90~95%以上。
二)采用石或钟铁衬板防止上机尧损
目前国内外采用诗石作为防磨衬板,已取得显著的效果。链石硬度和时磨性能好、通
常比金属高几倍以至几十倍。采用铸石代替钢材,可减少因磨损而造成的金属损耗。如某
电厂原引风机机壳运行不到半年就被磨穿,焊补工作量大,不仅威胁锅炉安全运行,而且
影响环境卫生;采用了铸铁村板后,运行两年多来,尚未发现机壳磨损。若采用锛石衬板,
使用寿命会更长。
三)叶片渗碳
渗碳的目的是为了使金属表面形成硬而耐磨的碳化铁层,同时保持钢材内部柔韧性。
由于钢材在组织状态呈奥氏体时吸收碳的能力最强,因此在渗碳过程中,必须把叶片加热
到能使内部组织转变为奥氏体所要的温度。但渗碳温度过高易引起晶粒变大和表面层含
碳过高而出现跪性,致使叶片容易产生裂纹,因此一般控制加热温度在900℃左右。渗碳
层越深,防磨效果越好,但脆性也越大,叶片易断裂。因此,具体渗碳多厚及部位,要看
叶片的厚度和磨损情况及渗碳工艺来决定。
如某厂广对引风机叶片进行滲碳处理后,叶片表面硬度可达到洛氏硬度50以上,磨损速
度由过去每月1毫米减少到0.1毫米,使用寿命延长10倍。
(四)障低风机转速
在改进或新设计引风机时合理选择转速,是提高风机耐磨性的一个有效措施。如某厂
引风机(原为瑞典MMBR型风机),转速为80转/分,平均运行70天就需焊补或挖补叶片;
后来改为5-29型风机,将转速降至730转/分(直径由1800毫米增至2230毫米)后,运行了
五个多月才焊补叶片,基本上符合磨损与转速的平方成正比的规律。
大家知道,风机的转速是由锅炉所需的风量、风压和风机本身特性所决定的,要降低
风机转速就要选用低比转数的风机。近年来低比转数风机出现不少
(五)风凤机防磨方面的其它措施
(1)在风机易磨损的叶片部位,喷镄硬质合金(如三氧化二铝、铁铬硼硅、碳化钨等);
(2)一般叶片表面磨损都在工作面,因此可在叶片工作面上雄焊硬质合金(如T-590
合金钢,高碳铬锰钢等硬质合金);
(3)空心叶片内部充填塑性材料;在直板型叶片工作面上嵌锒或粘结刚玉
(4)将机翼型叶片的头、尾部制成实心对轮毂及后盘局部易磨区加保护板;采用
16锰钢作叶片材料;增加叶片厚度;
(5)选择合理的叶型以减少积灰和振动,如采用双凸弧面叶型的4-73型风机作引风
机,则比其它机翼型风机为好;
(6)采用5-48及6-30等后弯直板型叶片来代替机翼型;
(7)焊突起横条小铁块(或圆钢).
为了增强排粉风机和引风机叶片的防磨性能,可在叶片工作面上沿轴向加装突起横条
(如图5-19a),因而在工作面上形成一空气垫,不少广使用后寿命延长1~2倍。在叶片
工作面上加装错列的突起小块,也能起到防磨的作用。为了减少制造工作量,
突起的横条或突起的错列小块有些厂改用φ10毫米的圆钢.
(8)采用前弯式叶轮,可以在相同的参数下,降低其转速;
(9)加强燃烧调整,改善煤粉细度,降低飞灰可燃物,减轻引风机磨损
(10)采用双引风机。这种风机可以降低固体微粒由于分离作用而产生浓聚程度。
关于风机的时磨问题,很多厂做了大量工作,积累了许多经验。例如,有的在烟气净
化方面提高了现有除尘器的效率,有的在叶片的易磨损部位堆焊或喷镀一层硬质合金磨
材料;有的对除尘器加强日常维护管理;有的保证除尘器捡修质量,使除尘效率有所提高,
相应地减轻了风机磨损;有的加强燃烧调整,改善煤粉细度,降低飞灰可燃物:有的在改
造风机或选型上做了大量工作;有的在改进新型高效率除尘器下功夫等等,从而減少了鼓
风机的磨损,大大延长了引风机的使用寿命。

-
1
除尘风机滚动轴承失效表现
384
18
-
2
离心通风机刚度计算方法
403
18
-
3
风机防磨、防振、防积灰的措...
382
18
-
4 防止和消除风机磨损
352
18
-
5 紧记风机选型事项
367
18
-
6 风机的设计方法及合理选择风...
922
18
-
7 设计参数的选择与计算
546
18
-
8 风机的变型设计
384
18
-
9 旋转脱流与喘振的关系
447
18
-
10 高压风机修正计算
417
18
- 19 半裸旋蜗壳 386
- 20 轴流式通风机蜗壳 395
- 21 螺旋形蜗壳 574
- 22 轴向蜗壳 383
- 23 风机系统性能不佳的原因 391
- 24 系统阻力曲线对风机运行的... 562
- 25 内蜗壳 366
- 26 圆截面蜗壳 394
- 27 出口消音器 389
- 28 风机技术研究中心 419




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com