焊接壳体预热装置
摘要:介绍了利用霞普气制作的预热装置,实现了压缩机焊接机壳不需进炉就能预热的关键。
1 引言
随着离心式压缩机生产数量不断增加,焊接机壳的质量、进度,已成为能否保证交货期的关键。机壳焊接时,从上法兰与密封体拼装→预热→焊接;上法兰与外壳板拼装→预热→焊接;上机壳中的支撑环与内壳体、端板拼装→预热→焊接;下法兰与密封体拼装→预热→焊接;下法兰与外壳板拼装→预热→焊接;下机壳中的支撑环与内壳体、端板拼装→预热→焊接;整个机壳从拼装到焊接过程中,大型复杂结构壳体要经过20次预热,小壳体要经过8次预热,并且在焊接过程中工艺要求要保证预热温度。
以往焊接机壳预热,符合本公司炉膛尺寸的可进炉预热处理,超出炉膛尺寸的到外协厂进行预热。随着焊接机壳数量的不断增加,焊接机壳体积的增大,公司热处理预热炉已满足不了焊接机壳进炉预热的要求。
焊接机壳各组、部件进炉预热从升温、预热、保温、出炉,至少要经过6~8 h,而且出炉温度至少要高出工艺要求温度100℃,否则途中周转到车间,在焊接时工件温度降低达不到工艺要求。
由于预热时间长,在公司内占用热处理炉,外协延长生产周期,既浪费能源,又消耗资金,焊接机壳的预热问题是急需解决的关键问题。
2 预热装置的研制
为不影响生产进度,缓解热处理车间的处理设备能力,解决焊接机壳预热的关键问题。焊接工艺人员对火焰枪进行了选型和试验、购置了WLB- 720火焰枪。
预热装置由火焰枪、霞普气瓶、支架和小车组成。该装置为手推车式,预热装置随焊接机壳移动,焊工在焊接前、焊接过程中随时进行预热,方便、安全、可靠,便于定置管理。在手推车上设有固定气瓶的位置,用以稳固霞普气瓶,有两个调整支架,用以稳固火焰枪,调整枪体角度。
当小的焊接机壳预热时,用一个手推车,取下两个火焰枪,对称预热即可,可随时调整火焰枪的角度、加热位置;大的焊接机壳用两个手推车,取下4个火焰枪四角对称加热,可随时调整火焰枪的角度、加热位置,保证在预热过程中气瓶稳固不倒,火焰加热枪移动灵活,气体火焰充分燃烧,加热温度比较均匀,在尽可能短的时间内,达到工艺要求的预热温度。
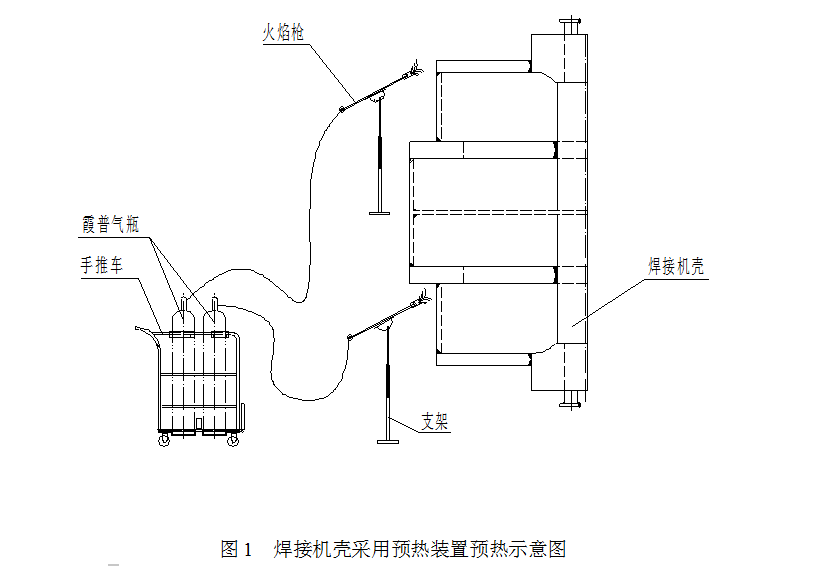
达到预热温度后,火焰枪放置在推车固定位置上,当预热温度下降,需要再次预热时,可随时进行,直至机壳焊完为止。不需要预热时,收起火焰枪放在手推车上,连同气瓶随车定置管理。图1为焊接机壳采用预热装置预热示意图。
3 产品应用
焊接机壳预热装置研制成功后,铆焊车间4个焊接小组进行实际应用。每个焊接小组根据产品进度情况,按工艺要求随时随地将焊接机壳组、部件进行预热。
仅半年时间,采用预热装置焊接机壳88台,共计120个缸,其中大于Φ700mm的大机壳31个,小机壳89个,节约价值近50万元。
焊接机壳预热装置的研制,保证了焊接质量,提高焊接生产效率5倍以上,不仅缩短了生产周期,同时还降低了生产成本,按每年平均焊接160台机壳计算,利用霞普气预热装置进行预热,每年可节省资金100多万元。

-
1
除尘风机滚动轴承失效表现
706
18
-
2
离心通风机刚度计算方法
710
18
-
3
风机防磨、防振、防积灰的措...
672
18
-
4 防止和消除风机磨损
648
18
-
5 紧记风机选型事项
646
18
-
6 风机的设计方法及合理选择风...
1435
18
-
7 设计参数的选择与计算
932
18
-
8 风机的变型设计
700
18
-
9 旋转脱流与喘振的关系
786
18
-
10 高压风机修正计算
697
18
- 19 半裸旋蜗壳 720
- 20 轴流式通风机蜗壳 763
- 21 螺旋形蜗壳 1150
- 22 轴向蜗壳 674
- 23 风机系统性能不佳的原因 711
- 24 系统阻力曲线对风机运行的... 962
- 25 内蜗壳 704
- 26 圆截面蜗壳 727
- 27 出口消音器 681
- 28 风机技术研究中心 753




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com