叶轮失速原理
1. 失速产生的现象和原因
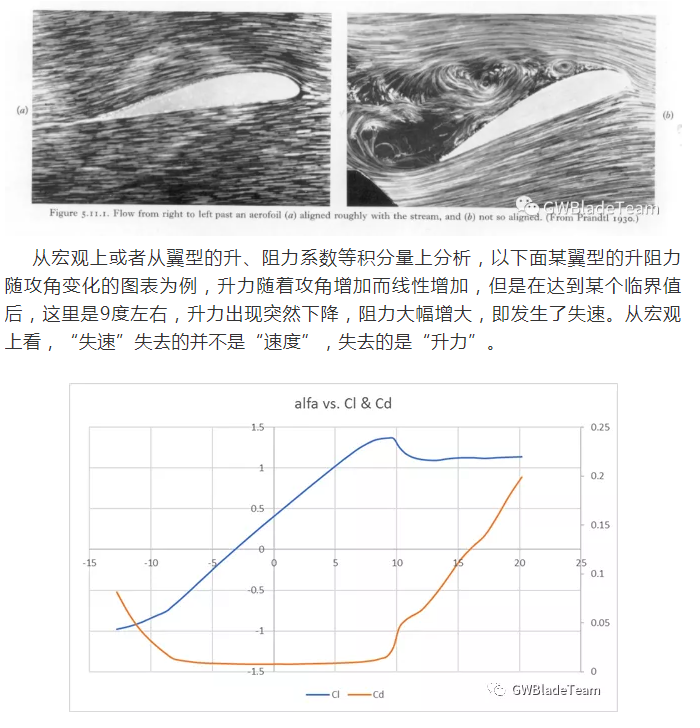
无论是飞行器还是风力机,都是靠翼型升力来工作的空气动力学设备。当空气流过翼型时,会在翼型的上表面形成负压,下表面形成正压,上下表面的压力之差就发生了升力。
随着攻角增加,上下面的压力差不断增加,如下图翼型表面沿单位化弦长的压力系数的分布,请注意上表面的压力分布的正负号,顺着翼型前缘向尾缘的流动方向,上表面的压力是不断增加的,也就是说,沿翼型上表面的流动方向,压力梯度是正值。

由于流体粘性的影响,离壁面越近,其流体的速度越小,下图是典型的沿壁面方向的流体的速度分布,在压力梯度的作用下,这一速度分布会产生变化,想象一个微小的流体单元,在负的压力梯度下,就像有人在后面在推着流体单元,让其不断加速;而在正的压力梯度下,就像有人在前面挡着流体让其减速,在压力梯度足够大或者作用路程足够长的时候,流体单元减速至零甚至负的速度,也就是在壁面附近出现反向的回流速度,即发生了流动分离。
翼型的上翼面是较大的正的压力梯度为主,因此在大攻角下容易发生流动分离或者失速;翼型的下表面前半部分是负的压力梯度,后半部分是较小的正的压力梯度,因此通常不会发生流动分离。从微观上看,“失速”的确是失去了速度,壁面附近失去了向前的速度。
2. 风力机的失速
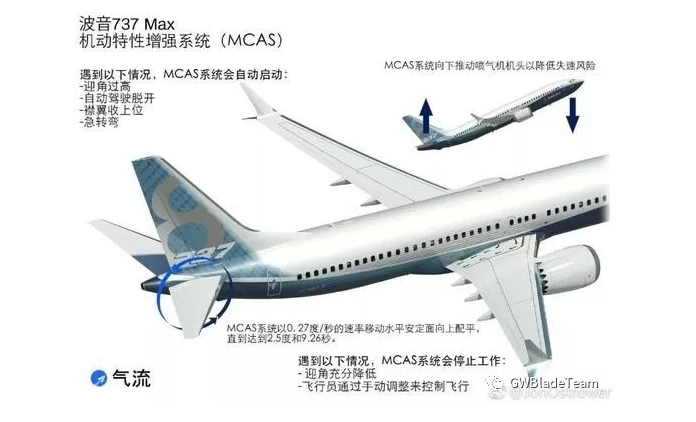
飞行器特别是大型客机,是必须要避免失速发生,比如近年来的B737MAX因控制系统的问题导致攻角过大飞机失速而机毁人亡,多年前法航等航空事故也多和失速有关。
风力机是否可以工作在失速状态下呢?答案是能又不能。早期的失速型风机甚至利用失速来控制载荷,但是机组的零部件必须要有相对变桨型机组更强的零部件设计。即使对于现代变桨控制的风力机叶片,首先看叶片的根部部分,由于制造的限制,叶根最大的扭角仅在15~20度左右,因而当地的来流攻角通常很高,这一区域通常处于失速状态下,通过安装涡流发生器可以减小分离的区域。但是由于叶根附近区域的线速度较低,载荷也较小,对叶片和机组的影响也较小,因此不会对安全性产生危害。
由于风力机处在风速变化较为剧烈的大气边界层内工作,可能由于风速风向的突然变化,控制系统未能及时介入导致叶片暂时处在失速下工作。如果风机叶片,特别是叶片外侧,长期处于失速下运行,虽然从载荷上看并不会超过极限载荷,但是由于流动分离会产生高频的交变载荷,这对叶片和机组的疲劳寿命产生影响,同时,由于在失速下的翼型的升阻比极低,发电性能也会大幅下降。因此必须要避免风力机长时间工作在失速状态下。
根据各个现场项目的反馈,似乎叶片失速和风场的空气密度、机组的转速、功率、桨距角、叶片表面状况……诸多因素有关,实际上总结一下,只和两个因素有关:来流攻角和失速临界攻角(即最大升力系数对应的攻角)。而叶片上各截面的当地来流攻角可以通过机组运行的尖速比和桨距角计算得到。很容易理解,当风机处在很高的风速下仍没有达到满发变桨,运行尖速比会较低,各截面的当地攻角变大,处在较易失速的状态;失速攻角是个相对较难得到的数值,一方面,几乎所有的数值计算工具对于失速分离的预测都存在很大的局限性,主要是根据风洞实验测试得到,或者根据实验得到的经验、半经验的预测模型等等。另一方面,风力机叶片的表面状况较为复杂,在前缘保护、制造缺陷、雨蚀磨损、昆虫尸体、雨滴、凝结水等都会对失速临界攻角产生影响。
某些翼型对这些前缘粗糙物相对不敏感,对升力以及失速临界攻角影响较小,但是这类翼型可能升阻比等其他性能略差,在叶片开发过程中需要进行取舍。
3. 失速控制
目前市面上研究较多的叶片失速控制方式主要有两大类:基于特定控制策略的主动失速控制;外加涡流发生器、边界层吸气等控制。
通过优化控制策略是避免失速的重要手段,主要是通过变桨控制减小叶片沿展向各截面处的当地攻角,进而远离失速。在变桨的同时,远离失速,但也会损失升力。如前面所述,风力机和飞行器不同之处在于风力机允许短时间内工作在失速下,因此可以通过加装失速传感器来判断是否处于失速状态,再进行变桨控制。失速传感器通常利用失速后产生的流动分离、载荷波动、振动特性、噪声增加、压力分布死水区等对失速进行判断。
涡流发生器是一种广泛应用的气动附件,通过涡流发生器将壁面附近的速度或者进行一定程度的混合,使近壁面的速度掺混均匀化,可以有效增加失速临界攻角,但是值得注意的是,虽然涡流发生器可以提高最大升力、延迟失速,但是同时也会增加10%~30%的阻力,同时如果在叶尖处应用VG还会带来额外的噪声源。边界层吸气是通过改变转捩位置来实现失速延迟,在航空行业有一定的应用,金风科技也曾尝试将该技术应用于风力机叶片内侧厚翼型上,其基本原理是类似的。另外有一些常用的气动附件如锯齿尾缘、格尼襟翼等并不能直接起到延迟失速的作用,对失速临界攻角的影响几乎没有。
总的来说,要实现叶片失速控制目前主流研究思路是:在叶片设计阶段使用粗糙度敏感性较低的翼型,叶片取较低的设计尖速比、足够的弦长;在叶片生产、制造期间保证工艺的加工精度和表面状况;最后根据项目现场情况调整相关控制策略,必要时辅以涡流发生器等气动附件。

-
1
除尘风机滚动轴承失效表现
709
18
-
2
离心通风机刚度计算方法
712
18
-
3
风机防磨、防振、防积灰的措...
674
18
-
4 防止和消除风机磨损
651
18
-
5 紧记风机选型事项
646
18
-
6 风机的设计方法及合理选择风...
1449
18
-
7 设计参数的选择与计算
940
18
-
8 风机的变型设计
702
18
-
9 旋转脱流与喘振的关系
789
18
-
10 高压风机修正计算
701
18
- 19 半裸旋蜗壳 721
- 20 轴流式通风机蜗壳 767
- 21 螺旋形蜗壳 1154
- 22 轴向蜗壳 679
- 23 风机系统性能不佳的原因 716
- 24 系统阻力曲线对风机运行的... 968
- 25 内蜗壳 707
- 26 圆截面蜗壳 728
- 27 出口消音器 684
- 28 风机技术研究中心 757




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com