催化剂的劣化和中毒
催化剂的劣化和中毒
a.热年龄与过热烧结
热年龄主要指催化剂微孔结构的改变和活性外层的剥蚀、消耗及蒸发。这是一种在正常操作条件下缓慢钝化的过程。一般催化剂寿命可维持3~5年,但如果预热燃烧器火焰直接触及催化剂床层,或有害气体中可燃组分浓度过高,以致温升过高,也会加速这种钝化过程,使催化剂寿命缩短为一年左右。另外,如发生过热烧结,则可导致催化剂活性突然下降,甚至完全丧失活性。因此,一般全金属催化剂的最高耐热温度不应超过100℃,宜控制在700℃或更低一些的温度下操作运行以氧化铝为载体的催化剂,在高温下运行会加快劣化。Pt-AlO3在750~800℃下,短
时间即劣化;在680~700℃下为一年;<590℃下为3~5年寿命。
b.盖与污塞
盖与污塞主要是催化剂表面被无机颗粒物或冷凝的有机物所遮盖,以致阻碍了有害气体与催化剂表面的接触。如涂装排风中往往含有漆雾、尘埃、焦油和高分子、热分解物,般应采取过滤、洗涤、冷凝或提高预热温度将其烧掉等预处理方法。如粘上了有机可燃物,则可将预热温度逐步升高到550~600℃,经2~3h,即可烧掉。对于氧化铁尘则可用草酸浸洗,再水洗、干燥。
c.引起催化剂中毒的物质及解决途径
有害气体中的化学成分与催化剂的活性成分有时会形成化合物或合金,而使催化剂中毒。这些化学成分主要有P、Bi、As、Sb、Hg(强毒性)Sn、Zn、Pb(低毒性)。它们在高温下与Cu、Fe及Pt形成合金。在600℃以下,多数是金属氧化物盖催化剂表面成为劣化的主要形态。
Sn、Zn、Pb在540℃以下毒性弱,温度增高,则毒性增大。因此,采用催化燃烧净化处理有害气体时,工艺过程中不能采用磷化方法处理金属表面,也不宜采用含铅、锌的涂料进行底潹喷涂,并应避免采用镬锌薄钢板风道和在其上插装易破裂的水银温度计。
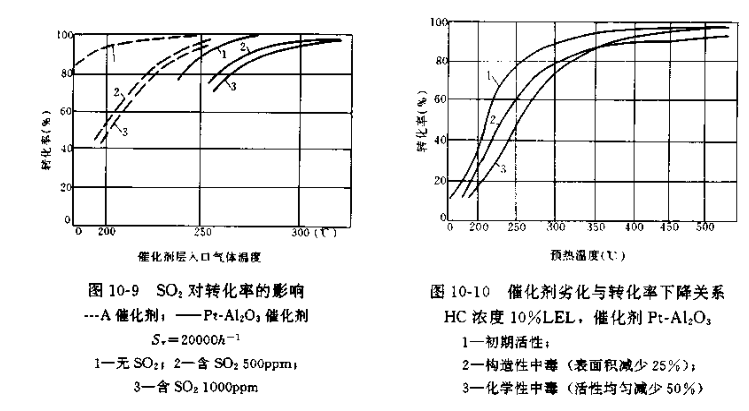
硫及卤素化合物可导致暂时性中毒,去除后即可恢复活性。在用催化燃烧处理含硫醇有害气体时,即会生成硫化物;含噻吩及氯丁烷时,会生成硫、卤素化合物。由于SO2中毒而使转化率下降的状況,见图10-9。
对于化学性中毒,低浓度时提高预热温度即可解决;高浓度时,则会完全劣化,必须更换。
催化剂劣化与转化率下降关系,见图10-10。

-
1
除尘风机滚动轴承失效表现
653
18
-
2
离心通风机刚度计算方法
657
18
-
3
风机防磨、防振、防积灰的措...
626
18
-
4 防止和消除风机磨损
604
18
-
5 紧记风机选型事项
614
18
-
6 风机的设计方法及合理选择风...
1335
18
-
7 设计参数的选择与计算
867
18
-
8 风机的变型设计
650
18
-
9 旋转脱流与喘振的关系
737
18
-
10 高压风机修正计算
651
18
- 19 半裸旋蜗壳 659
- 20 轴流式通风机蜗壳 673
- 21 螺旋形蜗壳 1084
- 22 轴向蜗壳 620
- 23 风机系统性能不佳的原因 659
- 24 系统阻力曲线对风机运行的... 868
- 25 内蜗壳 642
- 26 圆截面蜗壳 658
- 27 出口消音器 636
- 28 风机技术研究中心 679




周口市通用鼓风机有限公司
地址:河南省周口市川汇区周西路37号
电话微信同号:13137650060
传真:0394-8233409
邮箱:930948608@qq.com